Для использования в различных металлургических агрегатах металлолом необходимо переработать. Под переработкой отходов металлов подразумевается технологический процесс, в результате которого они приводятся в состояние, пригодное для использования в металлургическом и литейном производствах. В зависимости от происхождения и состояния металлолома при его подготовке к переплаву используют следующие способы:
В зависимости от происхождения и состояния металлолома при его подготовке к переплаву используют следующие способы:
- пиротехнический контроль;
- сортировку;
- пакетирование;
- механическую резку;
- дробление стружки;
- переплав;
- копровое и взрывное дробление;
- термическое измельчение и др.
Пиротехнический контроль металлолома
Пиротехнический контроль проводится при переработке лома цветных металлов, поскольку они широко используются для производства боеприпасов, авиационной и ракетной техники и их отходы представляют потенциальную взрывоопасность. Проверка производится дважды: предприятием-сдатчиком при сдаче металлолома и предприятием-заготовителем при его приемке. Кроме того, металлолом проверяется непосредственно перед загрузкой в плавильные агрегаты.
Работы по проведению контроля, транспортированию и обезвреживанию взрывоопасных предметов выполняются специально обученными рабочими под руководством пиротехника. На проведение работ по разделке взрывоопасных предметов, самолетного лома и отходов военной техники администрация предприятия должна выдавать специальные наряды-допуски.
Поскольку сплавы цветной металлургии характеризуются большим разнообразием марок и сложностью химического состава, го вопросы сортировки их отходов приобретают первостепенное значение. Поэтому при переработке отходов цветных металлов производится видовая сортировка. Сведения о химическом составе отходов, их идентификация позволяют выпускать высококачественные вторичные сплавы с минимальными затратами.
Видовая сортировка отходов цветных металлов проводится по физическим и химическим признакам:
- по внешним характерным признакам (цвет, характер излома и др.);
- предметным признакам (наименование деталей);
- по клеймам маркировки деталей и изделий по ГОСТ, ТУ или заводской марке;
- результатам химического, спектрального, рентгеновского, радиационною анализа.
Сортируют отходы цветных металлов в цехах, на базах и площадках на сортировочных столах, конвейерах или конвейерных линиях, где сочетаются ручной и механизированный способы. При ручной сортировке механизируют вспомогательные операции: транспортирование, классификацию для выделения примесей и др.
Для идентификации вида отходов сортировщик использует приборы или визуальный контроль. Наиболее часто применяют стилоскоп СЛ-12 «Спектр» и другие приборы спектрального анализа. Стилоскоп СЛ-12 позволяет провести качественный анализ цветных сплавов в видимой части спектра, поскольку каждому химическому элементу соответствуют известные линии спектра излучения.
Помимо приборов спектрального анализа для видовой классификации отходов металлов используют рентгеновские анализаторы КРАБ-ЗУМ и БАРС-3.
Сортировка металлолома
При механизированной сортировке применяются механизированные столы, сортировочные конвейеры, сортировочные линии.
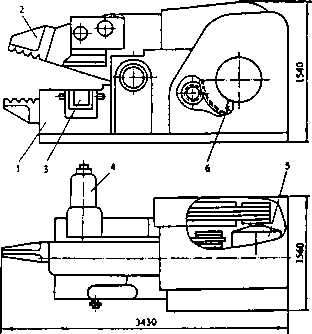
Механизированный стол (рис. 1.) применяется для сортировки лома и отходов крупностью до 250 мм.
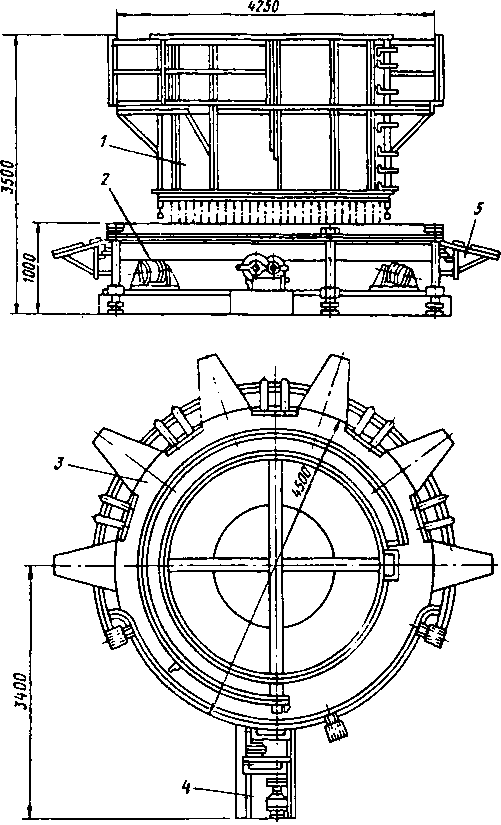
Механизированный стол для сортировки лома
Исходные отходы краном загружаются в приемный бункер 1 стола и цепями, укрепленными в нижней части бункера, равномерно опускаются на вращающийся на опорных роликах 2 стол З.
По окружности стола укреплены лотки 7, в которые сбрасываются рассортированные отходы. Перемещение отходов из бункера на стол происходит под давлением лома, находящегося в бункере, и вследствие вращения стола.
При попадании крупногабаритного лома бункер поднимается винтом, приводимым во вращение электроприводом 5 через редуктор 6. Установка снабжена подвижными ограждениями 4.
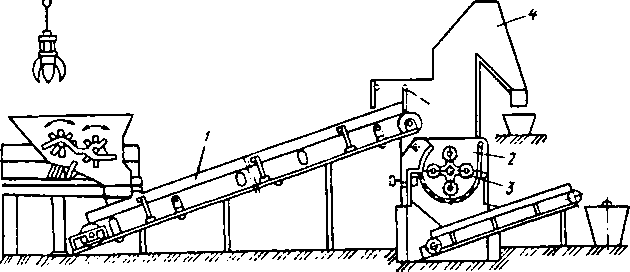
Обработка крупнокускового лома цветных металлов с выделением железных включений производится на сортировочной линии, изображенной на рис. 2.
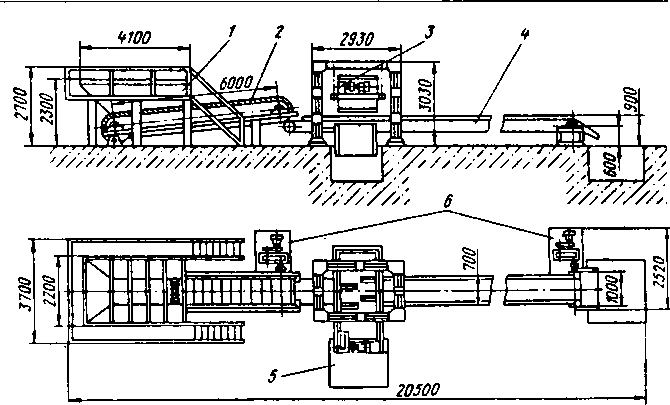
Сортировочная линия лома и отходов
Исходные металлоотходы из бункера 1 пластинчатым питательным конвейером 2 подаются на сортировочный конвейер 4. При этом они проходят через электромагнитный железо- отделитель 3, который отделяет железные включения и сбрасывает их в короб 5. Питательный и сортировочный конвейеры имею! автономные приводы 6.
Пакетирование металлолома
Пакетирование один из наиболее распространенных способов подготовки металлолома. Его применяют для переработки листовой обрези, выштамповки, проволоки, бытового лома, металлоконструкций и т.п.
Для пакетирования металлолома используют лакетировочные прессы. Особенность их работы в том, что прессование одновременно осуществляется в трех плоскостях, в результате чего получают прочные компактные пакеты. Пресс имеет камеру прессования с несколькими плунжерами, гидравлическую аппаратуру с баком для масла, механизм загрузки камеры. Прессование и пакетирование металлолома позволяют снизить потери металла на угар в процессе последующей плавки.
Модель пpecca и его рабочие характеристики определяют допустимую толщину листа металлолома и параметры пакетов спрессованного лома. Процесс включает следующие операции: загрузку лома в пресс; прессование в различных направлениях; складирование полуфабрикатов (пакетов). Пресс обслуживают кранами, грузоподъемными электромагнитами и другой механизированной техникой. Выпускаются гидравлические прессы мощностью от 1 до 31,5 МН.
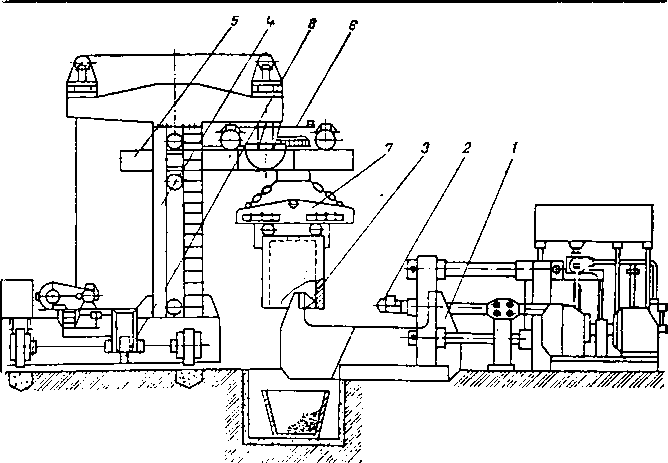
На рис. 3 показана схема пресса Б 1642, применяемого для пакетирования металлолома.
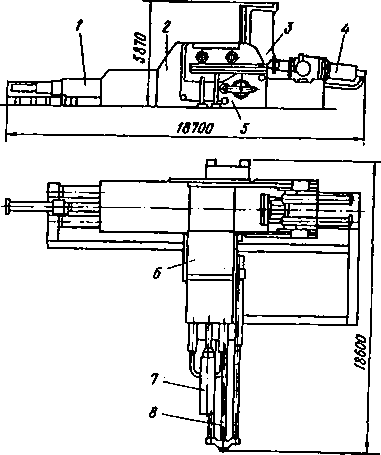
Схема пакетировочного гидравлического пресса Б 1642
Процесс прессования осуществляется следующим образом. Металлолом краном загружается в загрузочную камеру 6 пресса, откуда поступает в пресс-камеру 2. Крышка 3 закрывается с помощью механизма прижима 4, и лом прессуется. При этом формируется окончательная высота пакета. Затем с помощью механизма поперечного прессования 1 формируется ширина пакета. И, наконец, механизм продольного прессования 7 формирует длину пакета. В это время давление в гидросистеме максимально. По окончании прессования включается механизм загрузочного устройства 8, и пакет с помощью механизма 5 выталкивается из камеры. После этого окно выдачи пакета закрывается, и пресс готов к очередному циклу работы.
Для уплотнения крупногабаритного металлолома широко применяются гидравлические пресс-ножницы (рис. 4), которые могут работать как в режиме прессования, так и в режиме резания.
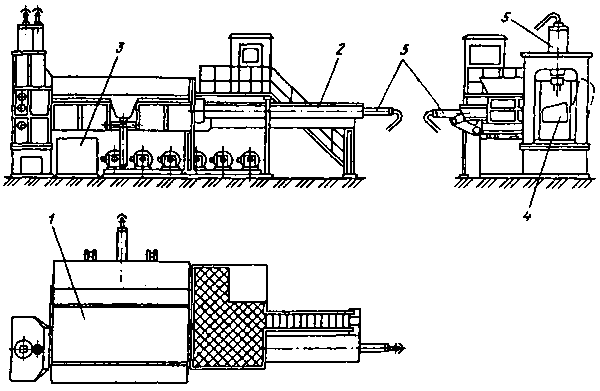
Пресс-ножницы гидравлические
1 — загрузочная камера; 2 — узел подачи материала; 3 — маслостанция; 4 — нож; 5 — гидроцилиндры
При пакетировании лом с помощью механизма подачи 2 подается в загрузочную камеру 1, где пакет формируется по ширине. Затем металлолом прессуется по вертикали, После формирования пакет с помощью механизма окончательного прессования выталкивается из камеры штемпелем.
При работе пресс-ножниц в режиме резания поперечная стенка камеры, являющаяся ножевой балкой, поднимается, и металлолом с помощью механизма подачи перемещается под нож 4. Резка осуществляется механизмом реза, работающим от гидропривода.
Брикетирование
Для окускования металлической стружки применяется брикетирование с помощью брикетировочных прессов.
Для получения качественных брикетов стружку перед брикетированием необходимо очистить от посторонних примесей и кусков металла, а также промыть от масла и СОЖ. Стружку высоколегированных сталей необходимо отжечь для снижения прочности.
Пресс модели Б 6238 для брикетирования стружки показан на рис. 5.
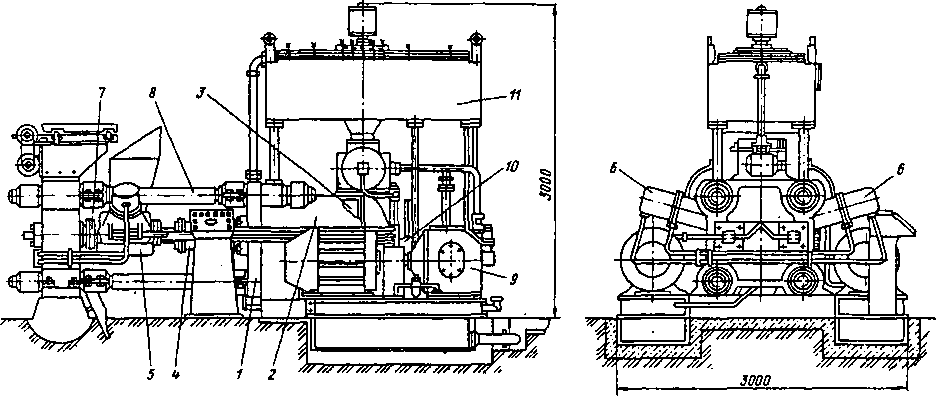
Пресс модели Б 6238 для брикетирования стружки: 1 — станина; 2 — главный цилиндр; З — поршень; 4 — штемпель; 5 — контейнер; 6 — трамбовка; 7 — матрица; 8 — стяжные шпильки; 9 — масляный насос; 10 — вспомогательный цилиндр; 11- масляный бак
Резка металлолома
Резка металлолома применяется для уменьшения его габаритов. Процесс механической резки условно можно разделить на три стадии:
- упругая, а затем пластическая деформации;
- надрез (сдвиг и образование трещины);
- полное разрушение материала.
Эти стадии сопровождаются изменением характера усилия в процессе резания, а также изменением поверхности раздела (у пластичных материалов разделение происходит без образования трещины, только за счет сдвига слоев).
Наибольшее влияние на процесс резки оказывают:
- прочностные свойства материала;
- геометрия, температура и расположение разрезаемого изделия по отношению к режущему инструменту;
- форма и состояние режущего инструмента;
- величина зазора между ножами;
- скорость приложения нагрузки (скорость резания);
- конструкция режущего оборудования (жесткость станины, точность направляющих, наличие опоры и т. д.);
- величина трения между металлом и режущим инструментом.
Аллигаторные ножницы
Для резки стального проката, труб, армированных сталью кабелей и другого аналогичного металлолома применяются аллигаторные (рычажные) ножницы с усилием резания от 3,15 до 10 МН.
Резка металлолома на аллигаторных ножницах производится поштучно, а потому они малопроизводительны. Схематическое устройство аллигаторных ножниц изображено на рис. 6.
Схематическое устройство аллигаторных (рычажных) ножниц модели Н2230. 1 — станина; 2 — челюсть; 3 — ролик; 4 — опора; 5 — привод; 6 — предохранительное устройство
Аллигаторные ножницы состоят из подвижной и неподвижной челюстей, на которых крепятся ножи, механизма регулирования зазора, опоры, кривошипно-шатунного механизма, прижимного устройства, привода и предохранительного устройства.
Механический привод состоит из маховика, клиноременной и зубчатой передач.
Кривошипно-шатунный механизм преобразует вращательное движение коленвала в качательное движение подвижной челюсти. Прижимное устройство предназначено для удержания разрезаемого металлолома в процессе резки. Ролик служит для подачи металлолома на резку под нож.
Представляют интерес передвижные (на колесном шасси) аллигаторные ножницы с гидравлическим приводом.
Более совершенны гидравлические (гильотинные) ножницы. В различных конструкциях гильотинных ножниц применяются схемы режущей части, изображенные на рис. 7.
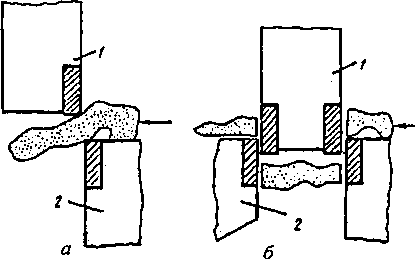
Конструктивные схемы режущей части гильотинных ножниц.
а — с одним срезом; б —с двумя срезами; 1 — подвижный нож; 2 — неподвижный нож
При использовании конструкции с одним режущим ножом (а) в процессе резки возникает крутящий момент, стремящийся развернуть изделие. Поворот разрезаемого изделия можно предотвратить путем его прижима к станине (к неподвижному ножу 2). При конструктивном решении по типу (б) за одно движение подвижного ножа 1 получаются два среза, а необходимость в прижатии разрезаемого лома к станине отпадает.
Гидравлические ножницы (рис. 8) представляют собой агрегат, состоящий из станины, загрузочного и подающею устройств, механизмов прижима и реза, гидро- и электропривода Конструкция ножниц позволяет резать металлолом порциями, объем которых определяется емкостью загрузочного устройства Процесс переработки металлолома на гидравлических ножницах состоит из следующих операций: подготовки лома (отбора кусков, не подлежащих резке); загрузки лома в ножницы; резки лома; сортировки нарезанных кусков по габаритам. Ножницы работают совместно с мостовым краном, оборудованным полип грейфером или электромагнитом.
Гидравлические (гильотинные) ножницы модели Н0340
Принцип работы ножниц состоит в следующем. Лом загружается в загрузочный короб 1, который после заполнении поворачивается с помощью гидропривода. Из него лом высыпается в загрузочный желоб 2. Затем механизмом подачи 3 металлолом передвигается по желобу в ножницы. Величина хода ползуна механизма подачи регулируется с пульта управления. Перед срабатыванием режущих ножниц лом уплотняется с помощью механизма прижатия 4, который удерживает лом во время резки. После срабатывания механизма резки 5 нарезанный металлолом падает в приемный бункер, откуда убирается краном. В это время загрузочный короб заполняется следующей порцией металлолома. Для облегчения процесса резки загрузочный желоб гидравлических ножниц оборудован крышкой, кроме того, ножницы снабжены механизмом предварительного смятия металлолома 6.
Распиливание лома
Кроме ножниц различного типа для механической резки лома цветных металлов применяют пилы.
В зависимости от вида режущего инструмента различают пилы дисковые и ножовочные. Дисковые пилы применяются с подвижным (салазковые и маятниковые) и стационарно установленным вращающимся диском (рис. 9).
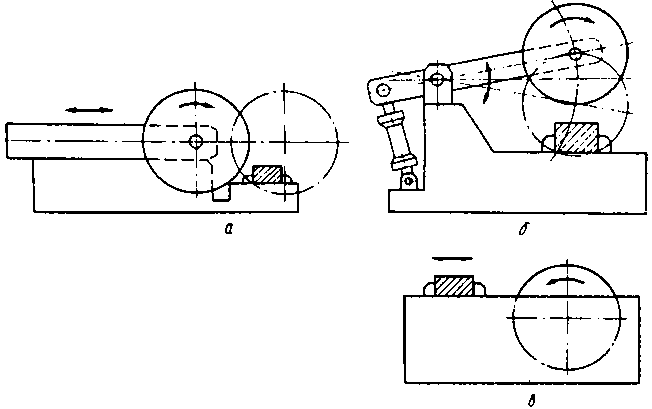
Дисковые пилы
а — салазковые; б— маятниковые; в — стационарные
У салазковых пил привод диска расположен на подвижной раме с направляющими (салазками). Жесткость направляющих станины и самих салазок исключает боковое биение диска, что является основным достоинством этих пил.
У маятниковых дисковых пил привод диска расположен на раме-маятнике, совершающей возвратно-качательные движения. В салазковых и маятниковых пилах отходы неподвижно крепятся на столе, а вращающаяся пила подается на разрезаемые отходы.
На пилах со стационарно установленным диском отходы при резке подаются под вращающийся диск.
Дробление и измельчение
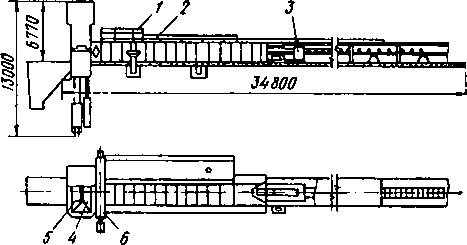
Дробление вьюнообразной стальной стружки осуществляется на стружкодробильном агрегате (рис. 10).
Стружкодробильный агрегат модели СДА-7. 1 — ленточный транспортер; 2 — молотковая дробилка; 3 — молоток; 4 — ловушка
Стружка загружается с помощью крана порциями по 200—300 кг в разрывное устройство, где происходит ее разрыхление и предварительное измельчение.
После этого стружка с помощью ленточного транспортера 1 подается в молотковую дробилку 2, а оттуда дробленая стружка с помощью другого транспортера подается в сборочный контейнер.
Иногда с целью подготовки к утилизации стружки из легированной высокопрочной стали используют переплав. Процесс осуществляется в дуговых печах небольшой емкости от 1,5 до 5,0 т И результате переплава получают слитки усредненного состава.
Для дробления отходов цветных металлов получили распространение молотковые, роторные, ножевые, щёковые и виброщёковые, конусные и конусно-инерционные, валковые и другие дробилки, а также мельницы.
Криогенное измельчение сложного лома
Часто отходы (особенно в виде конкретных изделий) имеют сложное конструктивное исполнение, когда соединены в единое целое детали из различных материалов: полимеров, металлов, стекла и др.).
Для разделки таких отходов целесообразно применять криогенную технологию, поскольку различные материалы по-разному реагируют на охлаждение и последующее нагружение.
Стали и полимеры при понижении температуры становятся более хрупкими, а алюминий, медь, свинец сохраняют пластичность и вязкость. Поэтому при ударном измельчении этих материалов в условиях глубокого охлаждения поведение их различно: стали, полимеры, резины — измельчаются, а цветные металлы — не измельчаются. После дробления смесь разделяется с помощью классификации или сепарации. Таким способом можно перерабатывать смешанный лом черных и цветных металлов, а также лом кабельных изделий.
Для охлаждения отходов используют турбохолодильные машины (ТХМ), которые обеспечивают температуру рабочей среды (воздуха) (-100) — (-120) °С. Для более низкого (криогенного) охлаждения отходов используют жидкий азот.
Удельная себестоимость получения холода достаточно высока, особенно при использовании жидкого азота. Для снижения затрат на охлаждение отходов используют последовательное применение ТХМ и жидкого азота.
Время охлаждения отходов зависит от плотности их укладки в камере, условий обдува, начальной температуры металла и температуры охлаждающего воздуха.
Производительность технологической линии охлаждения отходов определяется в основном холодильной установкой.
Копровое дробление
Копровое дробление применяется для переработки крупногабаритного массивного стального или чугунного лома и скрапа. При этом способе используются мощные копровые установки (рис. 11 и 12).
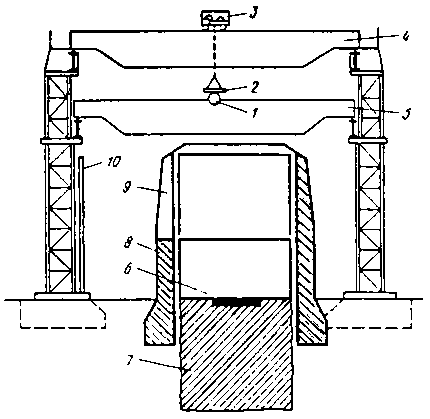
Эстакадный копер. 1 — копровая баба; 2 — грузоподъемный электромагнит; 3 — крановая тележка; 4 — бойный мостовой кран; 5 — мостовой кран для подачи и уборки лома; 6 — шабот; 7 — фундамент; 8 — железобетонная защитная стенка; 9 — загрузочное окно; 10 — стальная защитная стенка
Эстакадные копровые установки имеют загрузочную эстакаду, по которой перемещается мостовой кран, бойное место и второй ярус с перемещающимся по нему бойным краном. Подача лома и удаление готовой продукции с бойного места осуществляется мостовым краном. Подъем и сбрасывание копровой бабы про изводится бойным краном. Установка монтируется на специальном фундаменте и имеет обшивку, ограничивающую разлет осколков, образующихся при дроблении.
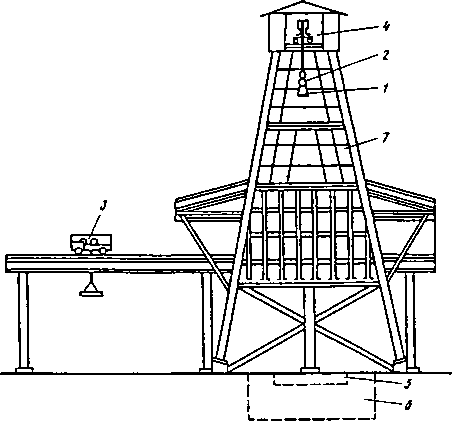
Стационарный башенный копер. 1 — копровая баба; 2 — захват для копровой бабы; 3 — мостовой кран; 4 — подъемный механизм; 5 — шабот; 6 — фундамент; 7 — защитное ограждение
В зависимости от вида измельчаемого лома загрузка бойного места производится поштучно (крупные изложницы) или порциями (тонкостенное литье).
Энергия, расходуемая на дробление на копровой установка, зависит от массы и формы копровой бабы, а также высоты со падения. Существенное влияние на эффективность измельчении оказывает форма бабы. Наиболее оптимальна грушевидная копровая баба с плоским дном.
Копровые бабы изготавливают из стали, содержащей 0,10,2 % углерода, и термически закаливают. Долговечность копровых баб невелика (до 6000—7000 т измельченного металлолома). Более долговечны копровые бабы, изготовленные из стали, содержащей 12—18 % марганца.
Помимо копровых установок для дробления чугунного лома используются гидравлические прессы (УРИСК), снабженный манипулятором (рис. 13).
Установка для разделки изложниц соосными клиньями (УРИСК). 1 — пресс П0138; 2 — подвижный клин; 3 — упор; 4 — манипулятор; 5 — каретка; 6 — грузовая тележка; 7 — траверса; 8 — механизм передвижения манипулятора
Манипулятор перемещается по рельсовым путям и осуществляет захват изложницы, транспортировку ее к прессу, установку и фиксацию изложницы в рабочем положении, вращение ее вокруг вертикальной оси и перемещение ее вдоль и поперек продольной оси пресса. Изложница устанавливается с помощью грузоподъемного механизма в зону действия манипулятора 4 и захватывается им.
После этого манипулятор, установленный на грузовой тележке 6, захватывает изложницу и перемещает ее к прессу 1. Подвижный клин 2 перемещается по направлению к изложнице, движение которой ограничиваете» упором 3. В результате от изложницы откалывается кусок стенки. Манипулятор поворачивает изложницу и подводит к упору другую ее стенку. Подвижный клин вновь перемещается до упора н изложницу и отламывает от нее кусок другой стенки.
Процесс повторяется несколько раз. Оставшаяся неразломанной часть изложницы транспортируется на разламывание на копровую установку.
Использование гидравлических прессов для разделки чугунных изложниц позволяет исключить тяжелый ручной труд и повысить производительность оборудования.
Для переработки крупных стальных и чугунных массивов используют взрывное дробление, которое осуществляют во взрывной яме. Этот способ требует специальных навыков, т. к. использует материалы и технологию повышенной опасности.
Разрушение лома энергией взрыва
Взрывная яма представляет собой бронированное сооружение с мощной крышкой. В металлических массивах высверливают шпуры (отверстия), в которые закладывают заряды. Измельчение металла происходит за счет энергии взрыва заряда.
Взрывом осуществляется предварительная разделка лома. Для дальнейшего измельчения применяют копровые установки.
При проведении взрывных работ необходимы:
- тщательное соблюдение технологии проведения работ;
- правильный выбор и расчет мощности зарядов;
- обеспечение мер безопасности;
- правильное транспортирование и хранение взрывчатых веществ.
Работы должны осуществляться специально обученными людьми, имеющими документы на право ведения взрывных работ.
Для взрывания металлолома используют бризантные взрывчатые вещества (тринитротолуол, ТЭН, гексоген, их смеси и некоторые другие).
Разнообразие форм лома, подлежащего измельчению, при вело к разработке различных методов ведения взрывных работ. Массивный лом, например валки, взрывают шпуровыми зарядами Относительно тонкостенный лом (маховики, станины) взрывают накладными зарядами.
Пустотелый лом (изложницы) взрывают вложенными или подвесными зарядами с использованием воды (гидровзрыв) Данный способ осуществляется следующим образом. Отходи изложниц помещают внутри специального металлического резервуара, который заполняется водой. Таким образом, вода находится не только внутри изложницы, но и снаружи ее, при этом вода в резервуаре служит упругой средой, воспринимающей давление ударной волны. Это позволяет: увеличить выход габаритных кусков отходов; уменьшить расход взрывчатых веществ; снизить сейсмичность процесса; устранить опасный разлет куском отходов.
Способ фрагментирования с применением энергии взрыва в водной среде используют также для переработки отходов с резки отличающимися пластическими и прочностными свойствами компонентов, например сростков металл-стекло.
На рис. 14 показана схема устройства взрывной ямы для подрыва изложниц в воде.
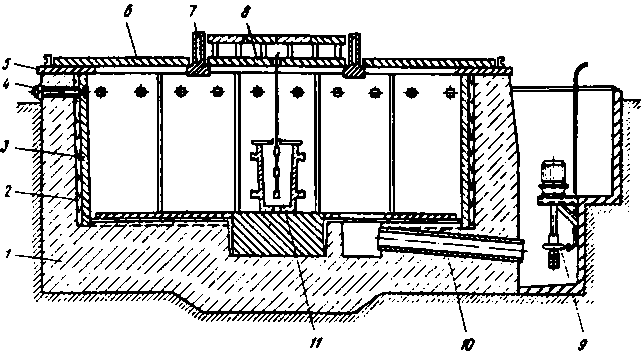
Схема устройства взрывной ямы для подрыва изложниц в воде. 1 — основание и стены; 2 — деревянные балки; 3, 5,6— стальные плиты; 4 — болты; 7 — несущая балка; 8 — крышка; 9 — водяной насос; 10 — труба для стока воды; 11 — измельчаемая изложница
Стены и основание 1 взрывной ямы изготовлены из железобетона и имеют толщину 0,8—1,4 м. Стальные плиты (3, 5, 6), имеющие толщину 10—30 см, крепятся болтами 4. Гашение ударной волны осуществляется деревянными балками 2, вместо которых возможно применение резиновых прокладок (резиновой крошки) или песчаной засыпки. Для откачки воды по трубе 10 предназначен насос 9. Заряд подвешен в изложнице 11.
Термическая резка лома
Термическое измельчение металлолома заключается в местном расплавлении кусков лома. Различные термические методы измельчения делятся на:
- кислородную резку;
- плазменную резку;
- кислородно-дуговую резку;
- шпурение с помощью кислородного копья.
Газовая резка металлолома
Наибольшее распространение получила газовая резка, которая используется для разделки лома из нелегированных и низколегированных сталей, имеющего толщину до 500 мм. В частности, широко применяют газовую резку для разделки автомобилей, судов, вагонов, контейнеров, рельсов и другого крупногабаритного лома. Процесс газовой резки состоит из трех стадий: подогрева металла в газовом пламени до температуры воспламенения, окисления (сгорания) металла в кислородной струе и выдувания кислородной струей жидких продуктов из зоны резки.
Для разогрева металла ацетилено-кислородное пламя направляют на поверхность металла, а после разогрева до температуры около 1150 °С через мундштук горелки подают кислород, в результате чего металл начинает интенсивно окисляться. Продукты химической реакции окисления расплавляются, а нижележащие слои металла нагреваются до температуры воспламенения.
При больших толщинах металла расход кислорода велик так как он необходим не только для окисления металла, но и для выдувания продуктов горения и расплавленного металла из разреза.
Газовую резку нельзя применять для разделки высоколегированных стальных изделий, так как присутствующие в их составе легирующие элементы образуют в результате окислении тугоплавкие оксиды, которые не поддаются плавлению при температурах, достигаемых при газовой резке (около 1600 °С).
Газопламенная резка металла
Представляет интерес мобильная установка для газопламенной резки металлов, разработанная в МГТУ им. Н. Э. Баумана (терморезак ТР-3). Установка работает на керосине, имеет низкую массу (не более 1,7 кг) и способна разрезать отходы углеродных, высоколегированных сталей, чугуна, композитов, железобетона и других материалов. Максимальная толщина разрезаемых кусков металла составляет для низкоуглеродистой стали 300 и для броневой стали 250 мм.
Работа установки базируется на сочетании кислородного способа резки горючих материалов и термоструйного способа резки негорючих материалов. Разрушение разрезаемых материалов происходит вследствие комплексного воздействия на них высокотемпературной химически активной струи продуктов сгорания высококалорийного топлива, вытекающей из резака с большой скоростью. Установка конструктивно проста и надежна в работе.
Плазменная резка
Для измельчения лома из легированных сталей применяют плазменную резку, которая позволяет измельчать лом с толщиной стенок до 150 мм.
Плазменная струя образуется за счет возникновения электрической дуги в газовом потоке. Газ подогревается дугой до такою состояния, что его молекулы частично ионизируются. Энергии образующейся плазменной струи складывается из энергии дуги и энергии, накопленной плазмой.
Температура в ядре плазмы достигает 30000 °С, что приводит к мгновенному расширению газа, выходящего вследствие этого из мундштука плазменного резака с очень высокой скоростью.
К плазмотронам предъявляются следующие основные требования: создание плазмы с большой тепловой энергией, длительная непрерывная работа, надежность и простота конструкции, стабильность параметров плазменного потока и др.
Наибольшее распространение для резки металлов получили однодуговые плазмотроны, обладающие следующими преимуществами: высокой долговечностью, возможностью создания высокого давления газа и регулирования в широком диапазоне объема создаваемой плазмы.
Важнейшими элементами конструкции дугового плазмотрона являются электроды, разрядная камера, система стабилизации дуги. Схема установки для плазменной резки показана на рис. 15.
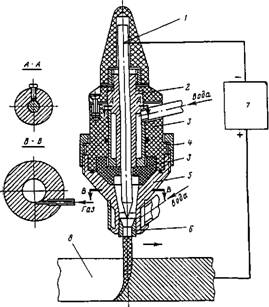
Общий вид плазмотрона и схема процесса плазменной резки металла: 1 — катод; 2 — втулка; 3 — изоляторы; 4 — накидная гайка; 5 — кожух; 6 — сопло; 7 — источник питания; 8 — металл (анод)
Вольфрамовый электрод 1 присоединен к отрицательному полюсу, а кусок измельчаемого лома 8 — к положительному полюсу источника постоянного тока 7. При приближении резака к металлолому возникает электрическая дуга, которая ионизирует выходящий из сопла 6 газ, образуя плазменную струю. Сопло предохраняется от расплавления потоком охлаждающей воды, подаваемой в его рубашку.
Ассортимент выпускаемых промышленностью плазмотронов достаточно разнообразен благодаря различному конструктивному оформлению их элементов. Промышленные автоматизированные установки для плазменной резки металлов обеспечивают скорость резки до 10 м/мин, работают при напряжении 350 В и силе тока до 1000 А. Ручные плазменные резаки могут резать металл со скоростью 2-4 м/мин, потребляют ток силой до 400 А при напряжении до 200 В.
Кислородно-дугова резка лома
Кислородно-дуговую резку применяют реже, но она также позволяет измельчать лом из легированных сталей. Правда, толщина стенок такого лома не должна превышать 80 мм. Для создания дуги используется постоянно плавящаяся проволока, служащая в качестве отрицательного электрода, а положительным электродом является металлолом.
Шпурение кислородным копьем
Сущность процесса шпурения кислородным копьем (рис. 7.17) состоит в постоянном сжигании в кислородном пламени стальной трубы, по которой подается газ (копье). Для создания кислородного копья используют стальные трубы с внутренним диаметром 3 и 6 мм.
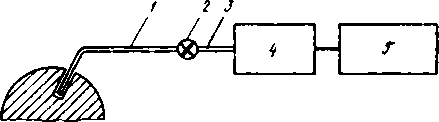
Схема установки для шпурения с кислородным копьем
1 — копье; 2 — вентиль регулировки подачи кислорода; 3 — кислородный шланг; 4 — редуктор; 5 — кислородная установка
Резка цветного металлолома огневыми методами сопровождается большими потерями металла, имеет низкую производительность и относится к работам повышенной опасности. Она применяется и основном для фрагментирования крупногабаритных отходом (самолетный лом, гребные винты и т.п.) при таких объемах переработки, когда применение других методов экономически нецелесообразно.
Из книги «Переработка отходов производства и потребления», Бобович Б.Б.,Девяткин В.В.
Я лично сдаю металлолом в Ломсервис, чтобы не копился и не пропадал даром, у этой компании очень высокие цены, так что ухожу от них всегда довольным и с деньгами! — http://lomservis.ru/price/